POURQUOI IL NE FAUT PAS RODER !
L'étanchéité des soupapes :
un sujet très souvent mal compris…
…..parlons en un peu…. !
Les soupapes (et leur meilleure étanchéité " possible à chaud " ! ) jouent un rôle essentiel dans le bon rendement de votre moteur…Car, hélas, la propriété première d'un moteur thermique est bien de chauffer ! …surtout sur nos moteurs refroidis par air …A quoi servirait une " étanchéité à froid " si celle-ci fait défaut à chaud … ?
Rien ne sert de parler de cette " étanchéité à froid " obtenue après un rodage " sur le bord de l'établi " ….avec comme test de l'essence ……qui ne repasse plus …. !Analyse : www.pp-2cv.be (Perfect-Product)
Le principe de fonctionnement est assez simple:
- La soupape est attirée sur son siège (la partie finement hachurée sur le dessin ci-dessus) par le ressort de rappel et y est fermement maintenue par la pression de la combustion du mélange gazeux (air + carburant).
- L'étanchéité est assurée uniquement par le contact des deux parties métalliques, soit la portée de la soupape et celle du siège.
On en déduit rapidement que ces deux surfaces doivent être parfaitement jointives.Chacun d'entre-nous sait également que la pression est directement liée à la force appliquée et inversement proportionnelle à la surface.
Plus la surface de contact entre la soupape et son siège sera faible, meilleure sera l'étanchéité du dispositif.
"Nous sommes d'accord?"Il ne faut pas perdre de vue que les soupapes fonctionnent dans des conditions particulièrement rudes…
- Températures très élevées: la soupape d'échappement est portée au rouge!!!
- Des "cadences infernales": à 6.000 tours/minute, chaque soupape s'ouvre et se ferme 50 fois par seconde… Soit environ trois millions de fois pour 1.000Km!!!La taille idéale de la portée du siège est de l'ordre de 1,3mm (admission ; 0.8 mm en Racing ) et 1.6 mm (échappement ; 1 mm en Racing ) pour une voiture "normale".
Cette côte est le meilleur compromis entre étanchéité et "durabilité" du mécanisme.
Plus fine, le métal risque de se faire "battre" trop rapidement. Plus large, l'étanchéité diminue sensiblement.
Maintenant, voyons ce qu'il se passe à différentes températures de fonctionnement…
Lorsqu'on usine la culasse et quand le moteur est froid, voici les formes et positions idéales des pièces rectifiées.
Lorsque le moteur atteint sa température maximale de fonctionnement, le siège se dilate davantage que la soupape…( un anneau chauffé (le siège) se dilate plus qu 'une masse (soupape).
"Ce sont les lois de la physique"
Si les surfaces de contact sont parfaitement planes et parallèles, l' étanchéité est toujours impeccable.
Voici maintenant la "tronche" d'une soupape et de son siège lorsque ces pièces sont "fatiguées", soit après une longue période de fonctionnement.
"Pas besoin d'un grand discours pour expliquer que les surfaces n'offrent plus une étanchéité acceptable…"C'est là qu'en général, le bricoleur intervient: "Y'a k'a rôder…" FAUX, TOUT FAUX !!!!....(alors qu'il faut la diminuer !!)Vous avez élargi, encore plus, la surface de contact....!
Le système semble retrouver une certaine étanchéité… MAIS il néglige que:
- c'est à froid qu'il n'y a aucune pression des gaz en combustion .
- que la montée en température va faire mal réagir ce beau " mariage " ?...
...Dès que le moteur a atteint sa température de fonctionnement, voici concrètement ce qui arrive… Etanchéité et échange thermique pratiquement nuls!!!
PS :04/2015
Après plus de 10 ans que j’ai cré cette page exclusive, elle a été des milliers de fois visitée et ... parfois en a bouleversé certains ( dans le bon sens...!! tant mieux ...! ) . Il est navrant de la revoir, maintes fois , copiée , plagiée sur d’autres sites ou forums au niveau des schémas ( on les reconnaît très facilement…pas besoin d’y avoir un filigrane ou autres… ! ) et des textes sans que l'on aie la franchise de citer la source www.PP-2cv.be.
Ceux qui le font , l’ont fait, se la « pète » grave comme si ils avaient eu le coup de génie , la super bonne réflexion technique remettant à plat cet « éternel » concept « rodage » soupape des anciens mécanos !Enfin...Si cela fait avancer les choses dans la bonne direction ...c’est le principal !?Alors continuez à répandre la « bonne parole » ... avec ,peut être, un peu plus de cran et respect pour l'auteur !?...voyons !
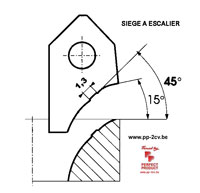
La solution , pour encore améliorer "plus" la longévité (anti usure) est d'usiner un siège en "escalier".
Tout en s' usant, cet "escalier" , gardera la même largeur de 1,3 mm (hauteur 0.5mm), tandis que dans l' usinage conventionnel , la zone de portée de 1,3 mm s' élargira sur les deux autres angles de dégagement pour arriver à mesurer plus de 2 mm ! Cet usinage de siège "spécial" est très rentable dans le temps et assure une très bonne tenue à l' étanchéité; réservé aux angles de 45° !
Ci dessus , l' outillage spécial "serdi©"
Plaquette pour obtenir un siège en "escalier" 45°
Spécialité de la "maison" PP
" Je pense que cela se passe de commentaires.
Maintenant, si vous voulez continuer à rôder vos soupapes, c'est votre problème… mais vous ne pourrez plus dire que vous ne saviez pas et que votre moteur est refait pour 50.000 km…. !
Seule une RECTIFICATION " à l'outils " peut rendre aux soupapes / sièges leur fonctionnalité "
Ces informations sont le fruit de ma longue expérience ainsi qu'une longue utilisation de l'outillage " SERDI® " qui a les capacités indispensables pour réaliser un travail à la hauteur de vos exigences. "PP" www.pp-2cv.be .